全國服務熱線
400-666-4000

全國服務熱線
400-666-4000


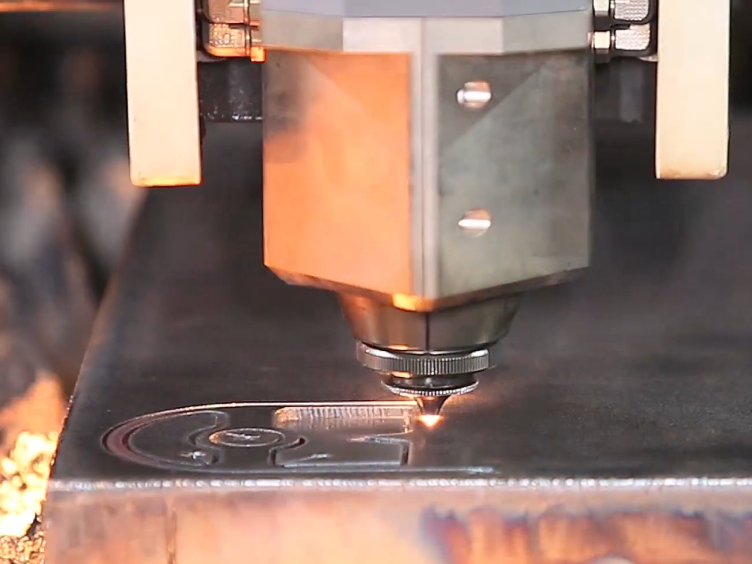
在使用激光切割機加工時,一些沒有經驗的操作員總會出現焦點和被加工對象表面之間相對位置發生變化,這種情況會造成激光焦點位置和理想給定位置發生偏差。
那么如何能夠解決激光切割機焦點位置誤差的問題呢?一般來講,激光切割機的焦點位置誤差是具有一定的規律性的,可以通過定量補償方法進行補償,但是偶爾會出現一些隨機誤差,我們只能通過線檢測和控制來消除。
哪些是在線檢測和控制來消除的誤差呢?
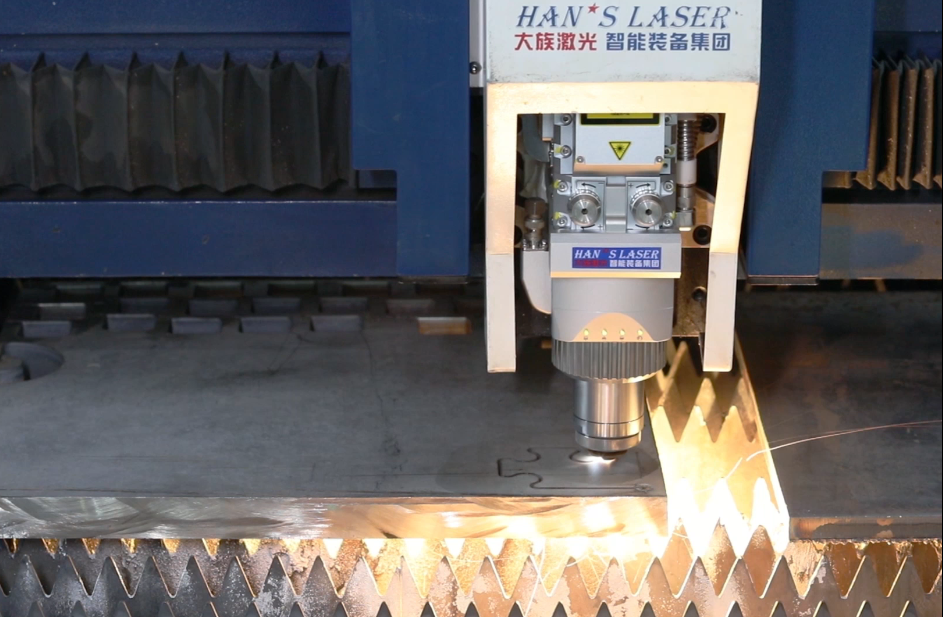
1.工件幾何誤差。激光切割的對象為板材或覆蓋件型零件,由于各種原因的影響,加工對象表面具有起伏不平,且在切割過程中的熱效應的影響也會產生薄板零件的表面變形,對于一維激光加工,覆蓋件在壓制成型過程中也會產生表面的不平,所有這些,都會產生激光焦點與被加工對象表面的位置與理想位置發生隨機變化。
2.工件裝夾裝置產生的誤差。激光切割加工的工件是放在針狀工作臺上,由于加工誤差、長時間與工件之間的磨損和激光的燒傷,針床會出現凸凹不平,這種不平也會產生薄鋼板和激光焦點之間的位置的隨機誤差。
3.編程產生的誤差。在多維激光切割加工過程中,復雜曲面上的加工軌跡是通過直線、圓弧等擬合的,這些擬合曲線和實際曲線存在一定誤差,這些誤差使得實際焦點和加工對象表面的相對位置和理想編程位置產生一定誤差,而有些示教編程系統也會引入一些偏差。經上所述,對于一些新手激光切割機操作員在加工過程中多加注意,被加工工件表面凸凹不平、工件裝夾方式、機床的幾何誤差以及機床在負載力下的變形、工件在加工過程中的熱變形等都會造成激光焦點位置和理想給定位置(編程位置)發生偏差的情況,作出相應的調整。