全國服務熱線
400-666-4000

全國服務熱線
400-666-4000


激光切割是利用經聚焦后的高功率、高能量密度的激光束照射到要加工的板材上,使被照射的材料迅速熔化、汽化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,從而實現將板材割開。激光切割技術用于金屬板材加工,具有智能化、高效率、高質量、產品生產周期短、柔性化程度高的特性,在軌道交通、汽車、工程機械、電氣制造、家用電器等各種機械制造加工行業有著非常廣闊的應用。隨著切割工藝技術不斷創新及應用,穿孔慢、厚板切割難、斷面質量差、整板不穩定生產等難題取得了突破性攻克,實現設備長時間穩定運行,幫助加工方提效增值。激光切割工藝技術專為提升產品性能、滿足各行業金屬板材加工要求而研究開發,依據板材在厚度、加工幅面及加工復雜程度等方面不同,形成了高功率切割、共邊切割、亮面切割、高壓空氣切割等領先工藝,使得光纖激光切割機如虎添翼。

圖1 G4020HF系列超高速光纖激光切割機
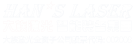
高功率厚板切割工藝
近幾年,激光切割的市場需求不斷加大,人們對于其加工能力的期待也越來越高,這種期待不僅僅是對能夠切,還必須保證切得好和切得快。針對25mm以上厚度的碳鋼板,為了獲得良好的切割效果,大族激光智能裝備集團以厚板穿孔、切割面質量及整板加工等關鍵技術難點作為主攻方向,隨著萬瓦級功率切割技術不斷成熟且越多的被用于實際金屬板材加工中,積累了豐富的應用經驗,并逐漸掌握了厚板高品質切割工藝。當前25mm以上厚度碳鋼已實現批量穩定生產,25mm碳鋼切割速度達1.2m/min。
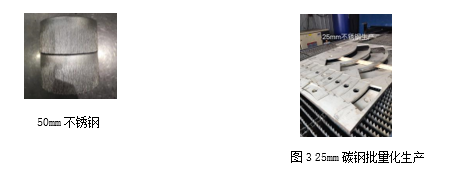
高壓空氣切割工藝
隨著激光加工的普及,客戶對于高切割速度、低加工成本的要求不斷加深。通過采用高壓空氣切割工藝,可降低切割氣體消耗成本,同時對過濾系統的要求也將更高,以保證較高的空氣質量,相對于傳統氧氣切割,高壓空氣切割速度可實現成倍式增長,且切割錐度小。未來,大族激光智能裝備集團將不斷推進“高壓空氣切割”的實例應用,加快高壓空氣切割碳鋼板工藝革新,當前超高功率激光設備配備大壓力、大流量空壓機的加工應用正處于穩步推進中。
亮面切割工藝
亮面切割是使用氧氣切割碳鋼的一種工藝,主要用于中厚度碳鋼的切割。過薄的碳鋼板直接用氧氣切割,難以達到亮面切割的效果,而過厚的碳鋼板需要使用較大的噴嘴來切割,以保證氣流量和焦點高度,因此也無法實現亮面切割。
亮面切割的目的是要求切割斷面非常光亮,而想要達到該效果,必須滿足必要的切割條件:使用較小的噴嘴,保證出氣的密集度;使用較小的氣壓,防止氧氣過多以避免斷面過燒;使用較快的切割速度;使用高焦點,焦點越高割縫越大,排氣效果越好。
共邊切割工藝
在激光加工過程中采用共邊切割可以節省切割時間及減少穿孔次數,效益顯著,但共邊切割需要依賴智能化的編程軟件和合理的編程。在加工過程中,板材的熱變形會降低切割精度,板材的翹起會發生碰撞報警,以致切割不流暢,因此當編程不合理時,共邊切割的效率反而會低于不共邊切割。為此,提出了行之有效的解決方案:
使用預切割。預切割即在切割到公共邊時提前將第二個零件加工一段距離,從而避免由于板材翹起導致碰撞報警。
合理的使用CAD排版。當工件易熱變形且加工精度要求較高時,需要借助CAD排版,并通過編程軟件的手動功能,合理的指定切割順序。
添加微連接。使用微連接可以有效的避免由于板材熱變形而引起工件翹起,提高切割流暢性及切割嘴和陶瓷環的使用壽命。
影響板材激光切割的要素
功能強大的切割工藝推動了激光切割行業高速發展,激光切割產品的加工水平、穩定性大幅提升。加工過程中,切割工藝受到工藝參數、材料質量、氣體純度、光束質量等因素的影響,對影響切割工藝的因素進行分析,以提高工藝在生產加工中的實用性。
功率對切割的影響
功率對切割的影響主要表現在切割斷面的質量。激光切割時,若功率設定過大,將導致整個切割面熔化且切縫過大,無法獲得良好的切割質量;功率設定不足時,會產生切割熔漬,切割斷面上會產生瘤疤;甚至功率過小,無法對工件進行切割。特別是針對厚度較大板材,在穿孔、切割面及整板切割等方面要求極高,需要實現高效穩定切割,就不得不依賴于高功率切割技術,其中以萬瓦級激光切割技術為代表。
速度對切割的影響
速度對于不同材料的影響基本是一致的。速度太快,可能造成無法切割、火花四濺,或切割斷面呈現斜條紋路,導致整個切割斷面較粗及下半部分產生熔漬。速度太慢,會導致切割板材過熔,切割斷面較粗糙,切縫會相應變寬,在較小圓角或者尖角部位造成整個區域熔化,得不到理想的切割效果。
從切割火花可判斷進給速度的快慢:一般切割火花是由上往下擴散的,火花傾斜,則進給速度太快;若火花呈現不擴散且少,凝聚在一起,則說明進給速度太慢。
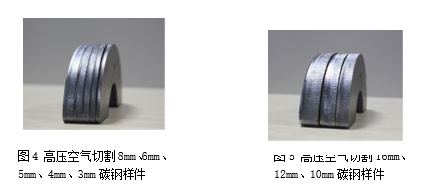
噴嘴對切割的影響
通常,噴嘴對切割的影響主要體現在噴嘴不圓造成光束與氣流同軸度不佳,造成切割斷面不一致甚至無法切割,割嘴表面因碰撞或熔漬粘連造成表面凹凸不平,影響隨動和切割效果。噴嘴孔徑的大小對切割質量、穿孔質量有絕對性的影響,噴嘴孔徑越大,對保護鏡的保護能力就越差,切割時熔化物的火花飛濺,往上彈的幾率很大,使得鏡片的壽命縮短。
激光切割工藝不斷創新、變革,以適應復雜多變的加工環境及加工需求,逐步形成了一系列完整的板材加工解決方案,不同功率、不同加工幅面的光纖激光切割機得以在鈑金行業高效穩定運行,加工工件品質高、實用性強,工件切割成型后,可直接用于焊接、折彎等再加工。面對多品種、小批量、定制化的訂單趨勢,未來大族激光將建設集切割、焊接、折彎、表面處理等激光加工工序于一體的智能化工廠,在降低人工成本之余,智能工廠可實現硬件、軟件、服務互聯,助力中國工業制造加速轉型升級。