全國服務熱線
400-666-4000

全國服務熱線
400-666-4000


汽車工業是一個需要大量加工和測試的生產型產業,也是激光技術應用最廣泛的行業之一,安全性、舒適性、節能和環保一直是世界汽車工業發展的主題,激光技術作為現代汽車生產中的主要加工方法之一,其發展也主要是圍繞著這一主題并結合本專業的自身特點進行的。由于激光焊接工藝優越性、效率高、柔性好等優勢,隨著汽車輕量化概念、安全性能觀念日益增強,激光焊接與切割工藝在汽車工業領域將得到更多重視和廣泛應用。

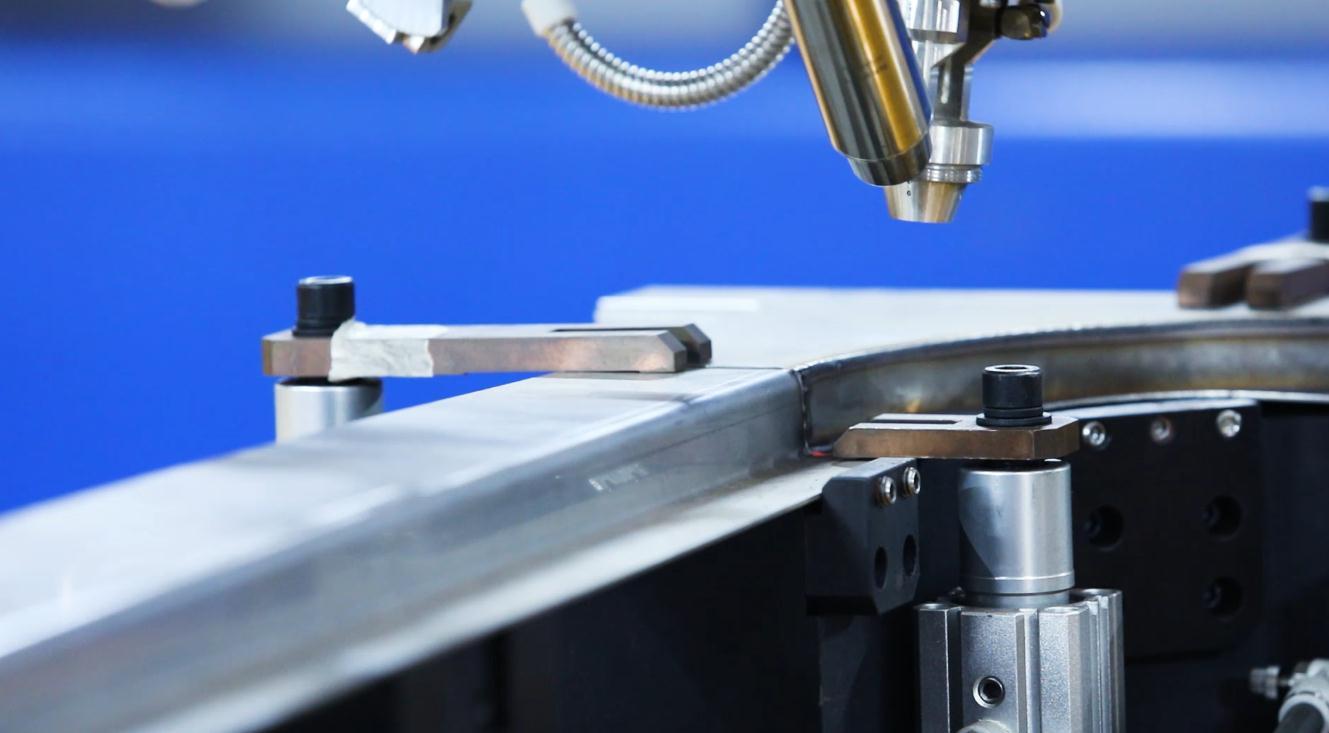
激光自熔焊,即焊接的兩部分或多個部分自身熔化并最終冷卻凝聚成一體,該焊接方式不需要添加輔助的焊劑或填料,完全利用工件自身材料熔接在一起。
當激光光斑照射到工件表面上的功率密度達到106W/cm2以上時,工件在激光的照射下被迅速加熱,其表面溫度在極短的時間內升高到沸點,使金屬熔化和汽化,在液態金屬中形成一個充滿金屬蒸氣的細長孔洞,當金屬蒸氣的反沖壓力與液態金屬的表面張力和重力平衡后,小孔不再繼續加深,形成一個深度穩定的小孔,小孔周圍就是焊接熔池,小孔隨著激光而移動,小孔閉合后便形成焊縫,實現激光深熔焊接。
在車身制造中,采用激光焊技術,可以提高產品設計的靈活性,降低制造成本,提高車身的剛度,提高產品的競爭力。激光焊接焊接速度較快,所以焊接接頭的熱影響區較其他的焊接方法小,幾乎沒有焊接變形。這樣可極大地提高了車身的結構和匹配尺寸、門蓋與側圍的平度與密封效果、風擋玻璃與風窗口的匹配與密封,以及實現多層板的優質連接,達到較高的車身強度。
另外,由于現代汽車車身多采用鍍鋅鋼板或優質高強鋼,如果采用傳統的點焊技術,由于三層板和鍍鋅的緣故,必須采用較大的焊接電流和焊接壓力,其結果必然導致焊點質量下降和焊點變形嚴重,從而導致裝配質量下降。惟一可行的是采用中頻點焊連接技術和激光熔焊連接技術。就點焊本身而言,焊點的強度可以很高,但沒有焊點的部分還是斷續分離的,在車身整體強度方面要比焊接成一體的激光焊接接頭強度要低。
點焊的不連續性和其自身的特點:如焊點容易變形,尤其是在焊接三層板連接、鍍鋅板連接和高強鋼的連接時,焊接變形較大,導致焊點處的平整度降低及產生縫隙,而且點焊會造成焊接點周圍的母材熱影響區強度下降,車輛遭嚴重撞擊時的斷裂部位往往是在該處。