全國服務熱線
400-666-4000

全國服務熱線
400-666-4000


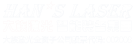
汽車制造過程中,激光技術主要用于車身不等厚板的拼焊、車身焊接和汽車零部件焊接。激光焊接運用于汽車,可以降低車身重量并達到省油的目的;提高車身的裝配精度,使車身的剛度提升從而提高了車身的安全性;降低汽車車身制造過程中的沖壓和裝配成本,減少車身零件的數目并提高車身一體化程度。
激光自熔焊
激光自熔焊,即焊接的兩部分或多個部分自身熔化并最終冷卻凝聚成一體,該焊接方式不需要添加輔助的焊劑或填料,完全利用工件自身材料熔接在一起。
激光自熔焊在汽車車身制造中主要分為兩大部分:車身組焊和拼焊。
車身組焊
組焊主要有頂蓋和側圍的連接、側圍組焊以及車門焊接,但隨著技術的發展,激光組焊越來越廣泛的應用于這一部位的焊接,目前只有沃爾沃仍在堅持使用激光自熔焊;側圍方面福特SUV和轎車分別有一款使用激光自熔焊,大眾的很多車型也在使用。
汽車激光拼焊
拼焊板(Tailor-welded blank, TWB)是由不同強度、不同厚度或不同涂層的鋼材焊接而成,由于激光焊接高效、焊縫成型好等優勢,目前的汽車拼焊板都采用激光焊接而成。
與普通鋼板相比,拼焊板的優點主要有以下三個方面:
1.減輕車身重量—應用焊接的方法優化板料的厚度來減少重量;
2.提高車身服役和碰撞性能—主要包括安全、駕駛性能、疲勞和耐蝕性能和車身剛性等;
3.降低成本—主要從減少材料、減少加工程序和減少模具數量考慮。
采用激光拼焊板應用于車身制造,可以減少零件、模具及焊接工裝數量,降低車身自重和成本,并提高產品的市場競爭力。圖3中為拼焊板在汽車白車身中的主要應用,主要應用在覆蓋件居多,也有些使用在結構件上。
拼焊板焊縫形式
汽車拼焊板按焊縫類型分類可以分為三類:
1.單條直線焊縫;
2.復數直線焊縫;
3.非直線焊縫。
其中以單條直線焊縫類型應用最多,生產工藝也相對簡單。非直線焊縫最復雜, 一般根據沖壓件成型后的形狀設計焊縫, 從而提高產品的強度和沖壓性能。
由于汽車拼焊板后續都要進行沖壓成型,所以對拼焊板的成型質量和缺陷控制要求特別嚴格。主要包括外觀( 結疤、裂縫、夾雜、孔洞和劃傷等)、焊縫成形( 焊縫寬度、焊瘤凸出、焊縫有效深度、背面斷差和焊縫錯邊等)和力學性能等( 對焊縫進行拉伸、杯突、硬度和彎曲等測試)方面的要求。例如, 要求在拉伸性能測試中在非焊縫區域斷裂, 杯突試驗中開裂的區域不能在焊縫或杯突值大于規定值。